|
并行计算,“时”半功倍
――并行计算在大型汽车覆盖件冲压成形仿真分析中价值凸显
由于有限元本身的缺陷,CAE仿真软件在应用中难以处理计算精度和速度这一对矛盾,而本文探讨的动态显式有限元冲压成形并行仿真系统的关键技术则可以很好地解决这一工程问题,具有重要的实际应用价值。
在汽车和模具工业中,CAE技术已被广泛应用,为提高汽车和模具的设计水平,缩短新产品的开发周期发挥着越来越重要的作用。在模具及冲压领域,板料冲压成形
CAE技术的应用可以大大提高模具精度,缩短模具新产品的开发周期,有效提高冲压件质量,在模具和汽车新产品开发中应用越来越多,应用水平也不断提高。
有限元无法克服的矛盾
目前国内、外的有限元仿真软件都是基于弹塑性有限变形理论开发的,按算法的不同可分为隐式和显式两大类,这两类软件各有特点。隐式算法要求解联立方程组,常常会遇到难以收敛的难题,但由于接触力的计算采用了拉格朗日乘子法,可以精确满足边界条件,因此计算结果的应力场比较精确,对于回弹的计算比较有利;显式算法无须求解联立方程组,因此无条件收敛,但受稳定性限制,有最小时间步长的要求,计算中常常要花费较多时间,为了减少计算时间,一般采取加大冲压速度和板料质量密度的方法。尽管显式软件有一些先天性缺陷,但是由于它没有收敛性问题,在工程中应用越来越广泛。
使用有限元仿真软件模拟实际冲压成形过程,要想得到满意的结果,必须处理好计算精度和速度这一对矛盾,而这恰恰是仿真软件所无法克服的,其原因是:
(1)通常板料划分的网格越密,有限元仿真计算的精度就越高,但是花费的计算时间就越长,特别是对于像整体侧围这样的大型汽车覆盖件,为了使计算时间不至于太长,必须控制单元总数,导致对冲压件形状拟合的精度降低;
(2)为了减少计算时间,人为地加大冲压速度,由此也带来了不真实的惯性效应,降低了计算结果的可靠性;
(3)拉延筋是冲压模具上非常重要的工艺结构,它的尺寸较小、曲率较大,要想精确地描述它,就需要很密的网格单元,因此有限元仿真软件大都采用等效拉延筋模型,但这种模型忽略了沿拉延筋方向材料间的不均匀挤压作用,另外对于压边圈闭合时不能模拟出拉延筋的成型效果,在压料面形状起伏较大时失真较大,因而不能非常正确地反映实际情况。
针对以上不足,各冲压成形CAE软件公司纷纷开发并行计算系统,如LS-DYNA、PAM-STAMP等,这些并行计算系统的开发大大提高了软件的工程适用性,有效解决了工程分析中的矛盾。
动态显式并行计算系统的关键技术
这里重点介绍冲压成形仿真分析中常用的动态显式并行计算系统的关键技术。
1.单元格式
采用4节点壳单元,在每个单元的中面定义随动坐标系。该坐标系与单元一起运动,所有物理量在随动坐标系中定义。经等参插值,可以求得得单元中的速度为:V
= NT Vi,其中Vi为节点速度矢量,N为插值函数。
2.控制方程
板料成型系统必须满足Hu-Washizu变分原理,系统的控制方程为:Mü = F ext + F c -
F int,其中M为质量矩阵,ü为节点加速度矢量,F ext表示节点所受外力矢量,F c表示节点接触力矢量,F
int表示节点内力矢量。在显式算法中,由中心差分法可代入得到位移矢量U的方程式。
3.本构方程
材料的塑性变形采用Hill的各向异性弹塑性准则。
4.接触摩擦力的计算
接触力和摩擦力的计算精度直接影响到板料变形的计算精度。接触力的计算有两种基本方法:罚函数法、拉格朗日乘子法。罚函数法是一种近似方法,它允许相互接触的边界产生穿透,并通过罚因子将接触力大小与边界穿透量大小联系起来。这种方法比较简单,适合于显式算法,罚因子的选取会影响计算结果的可靠性。拉格朗日乘子法不允许接触边界的相互穿透,是一种精确的接触力算法,但它与显式算法不相容,要求特殊的数值处理。
接触搜寻采用级域法,它针对多物体接触体系提出,避免了主从面法处理多物体接触的不便,并提高了接触搜寻效率。
板料与模具间的摩擦力采用非经典的非线性摩擦定律计算,弥补了库仑摩擦定律没有考虑摩擦力与相对滑移量之间关系的不足。
5.有限元并行化方法
通常动态显式有限元并行仿真系统是基于消息传递和区域分解算法开发的,将板料根据计算中要用的PE数分区,每个PE处理一个分区的单元计算,由于每个分区板料的相邻边界上是有作用力关系的,因此相邻分区对应的PE间在每一计算步都要进行数据通信。
(1)板料初始化分区。 并行计算执行时间Tp 的计算公式为 Tp = rsTs + Tpe +
Tc,式中Ts为在一个PE上的执行时间,rs为用一个PE执行时不可并行化部分所耗时间占Ts的百分比,
Tpe为并行部分的执行时间,Tc为通信所消耗的时间。通常Tpe要取各PE中最长的一个。
由上式可知,要想降低并行计算时间Tp,初始化分区必须考虑两个方面:各PE的计算任务尽可能均衡;各PE间的通信量尽可能少。
(2)需要并行协调处理的参数。
①时间步长的协调。因为每一计算步都有CPU间的数据传递,所以要采用相同的时间步长。每个PE分别计算自己分区的最小时间步长,计算公式为,Ls是单元的特征长度,ρ是材料密度。为保持各分区计算同步,实际计算的时间步长要取所有分区最小时间步长的最小值。
②接触搜寻的并行化。接触力只产生在模具和板料间,通常模具是作刚体处理,在本系统中也划分成有限单元。由于冲压成型过程中,板料与模具的单元没有严格的对应关系,且作为刚体的模具单元间是没有作用力的,因此不必对模具进行分区。在搜寻接触对时仍可采用级域法。
③节点内力的通信。每个分区内部的各节点内力在本PE内就可计算得到,分区边界上的节点内力则需要共有该节点的PE计算的应力分量的合成,因此,在边界上需要进行应力数据的交换。
计算算例
在某汽车整体侧围冲压成形仿真分析的过程中,采用8个CPU,利用LS-DYNA并行计算求解器计算。这是汽车车身中最为复杂的零件之一,工艺难度和计算工作量都很大,采用以往的方法,工作站计算一次通常耗时20h左右。现在,我们采用并行计算初始划分板料单元尺寸12mm,计算过程中采用自适应网格划分,网格重划不超过3次,最终单元尺寸不小于2mm,计算结果如图1所示。
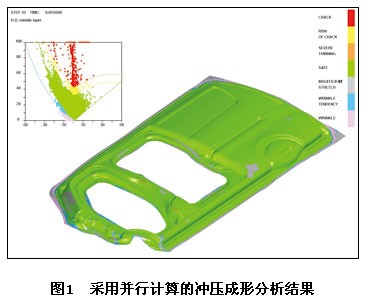
计算结束后,板料单元数达到70多万个,共耗时6h――分析精度大大提高,时间却比以往缩短一半!
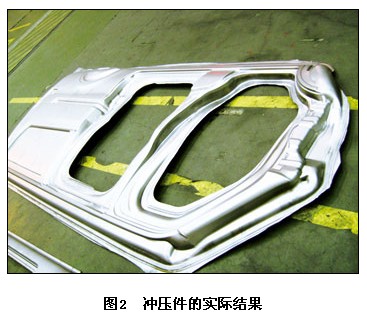
图2为冲压件的实际结果,精度完全满足要求。
结论
现代化的CAE技术是冲压工艺分析的重要辅助工具,能否发挥实际效果,除了CAE软件本身的精度之外,还要看是否能借助这个辅助的工具得到一个优化的工艺方案,能够快速调试出合格的冲压件,因此,在实际应用中,需要进行大量的修改工艺――计算的反复过程,对于一个难度较大的成形件来说,CAE计算的工作量也是相当大的,而仿真并行计算系统的应用很好地解决了冲压成形仿真系统在应用中最大的矛盾――计算精度和计算效率的矛盾,使得冲压成形CAE技术能够完全在冲压模具企业推广应用,对于发挥CAE技术的实际应用价值、促进冲压模具的技术进步都有着非常重要的意义。
转自:互联网
|


